The architectural industry has undergone significant changes in recent years, and one of the most transformative shifts has been the widespread adoption of 3D design software. In fact, 72% of architects use this software, reflecting how integral it has become to the design process. This shift not only makes the design process more efficient but also allows architects to visualise their ideas in more detail and realism than ever before. But the benefits of 3D design software go beyond just the architects themselves. Its growing use has led to a deeper understanding and adoption of 3D file formats by model makers, creating new opportunities and challenges for everyone involved in the architectural design and model-making process.
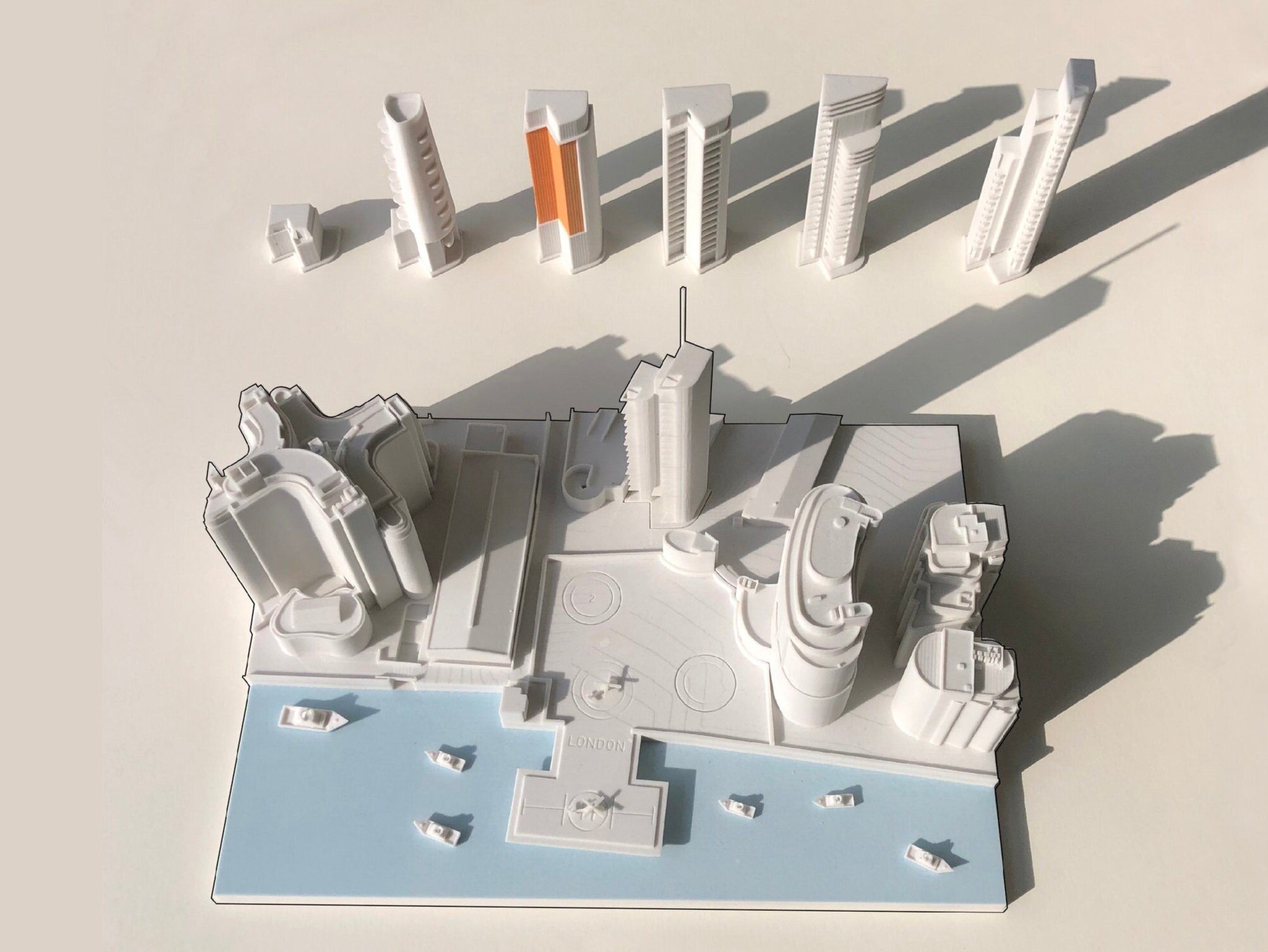
At Fixie 3D, based in London, we understand how critical it is for architects to create highly detailed and accurate models. The rise of 3D design software has revolutionised the way architects approach their work, enabling them to produce intricate models that were previously impossible or time-consuming to create. This technological leap has had a ripple effect, particularly in the world of model-making, where precision and scalability are paramount.
How 3D Design Software is Transforming Architecture
Before the advent of advanced 3D design software, architects relied heavily on traditional methods of drafting and physical models to communicate their designs. These methods, while effective, were often time-consuming and limited in terms of visual representation. Today, 3D design software such as AutoCAD, Rhino, and SketchUp enables architects to create digital representations of their designs that are not only more accurate but also allow for greater flexibility and iteration.
3D design programs provide architects with the tools to manipulate their models in real-time, testing various design elements and making adjustments as needed. This flexibility speeds up the design process and allows for the exploration of different ideas without the need for multiple iterations of physical models. Furthermore, these software tools offer advanced features like 3D rendering, which brings designs to life by adding textures, lighting, and shadows, giving architects a clearer picture of how their projects will look in the real world.
The Role of 3D File Formats in Model Making
As architects embrace 3D design software, they often need to collaborate with model makers to turn their digital designs into tangible, physical models. Here is where 3D file formats become crucial. The most common file formats used in architectural model making are STL, OBJ, and FBX, each offering different advantages depending on the needs of the project.
STL (Stereolithography) is one of the most widely used formats for 3D printing, as it defines the geometry of a 3D object without any colour or texture information. This format is perfect for producing detailed models that need to be printed using advanced 3D printing technologies, such as the ones we use at Fixie 3D. For more complex models that require textures or colours, OBJ and FBX file formats are preferred, as they support more detailed information about the surface of the object.
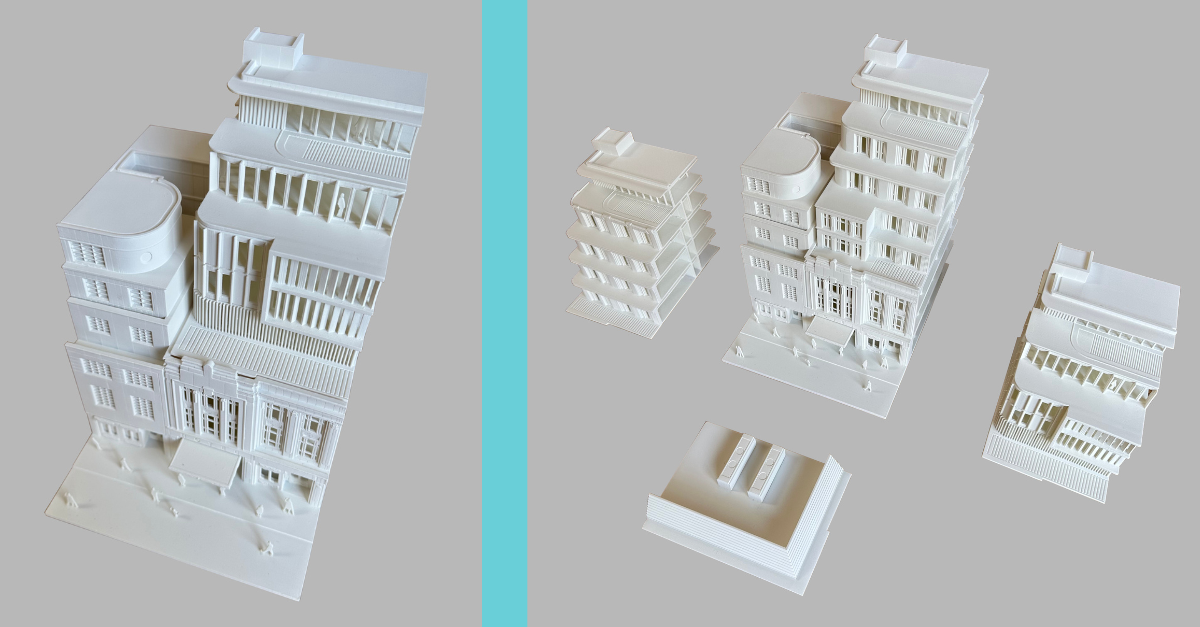
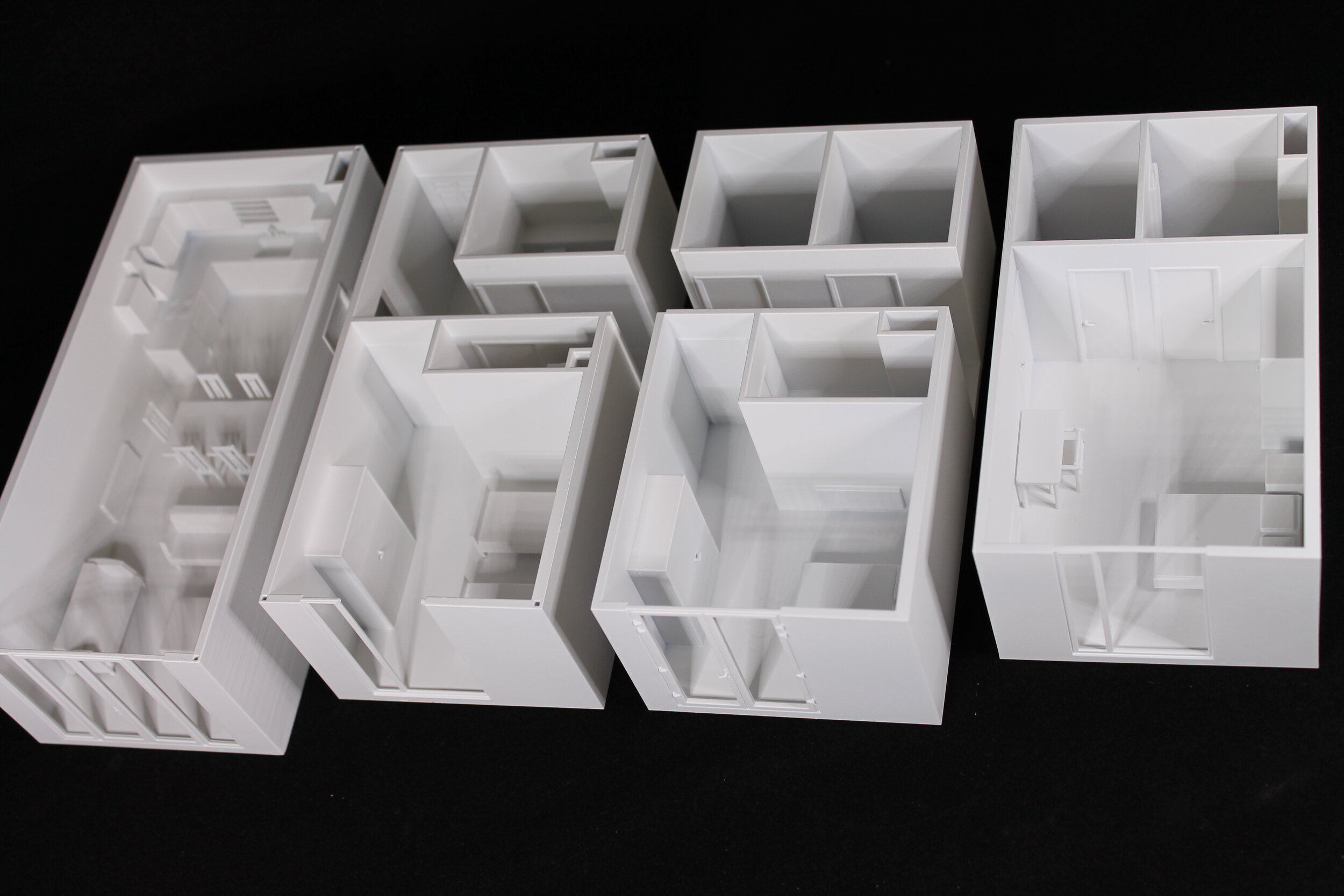
The adoption of 3D file formats by model makers has opened up a world of possibilities for architects. Where physical models once had to be painstakingly crafted by hand, 3D printing uk and other digital manufacturing methods now allow for quick, accurate, and highly detailed prototypes. This not only saves time and costs but also enables architects to refine their designs with greater ease.
A Closer Look at 3D Printing in Architecture
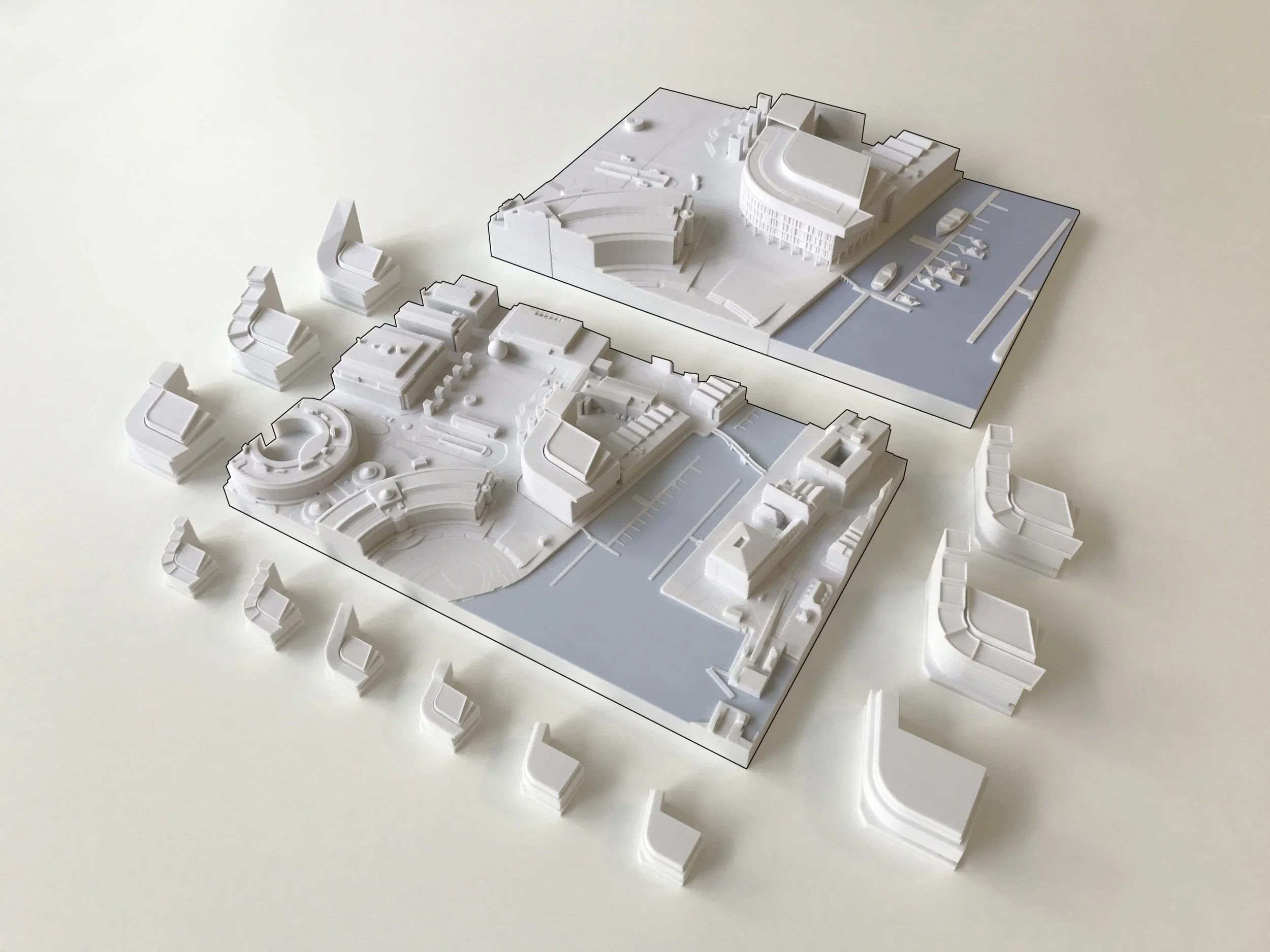
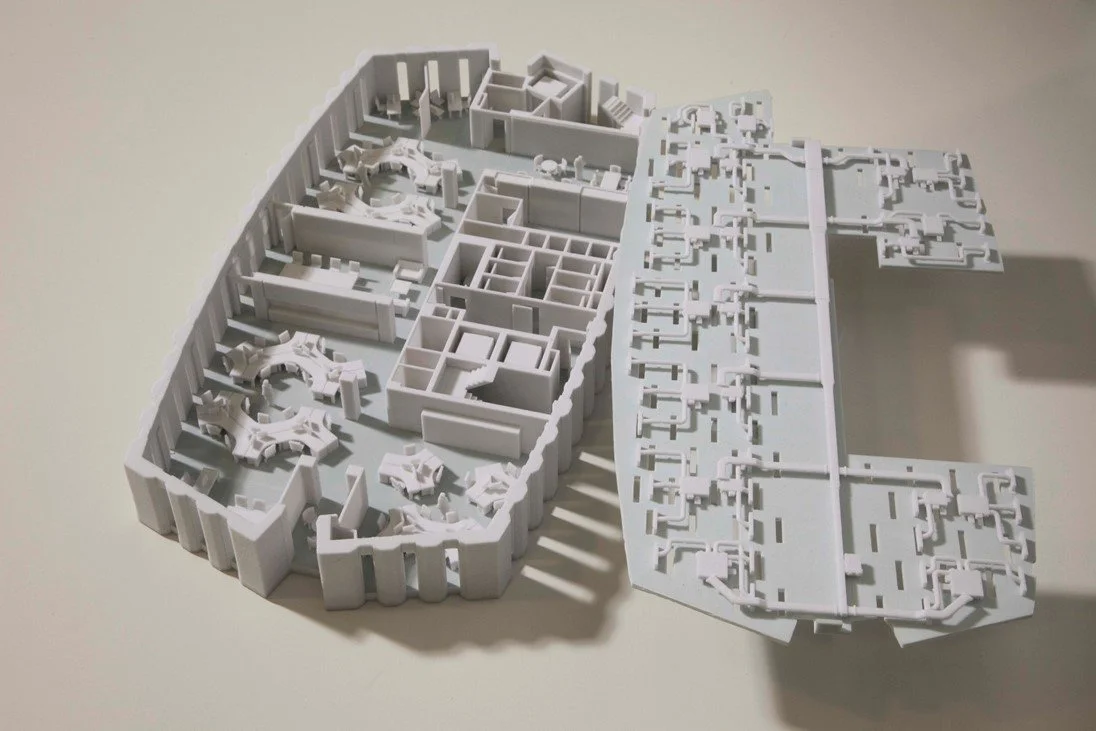
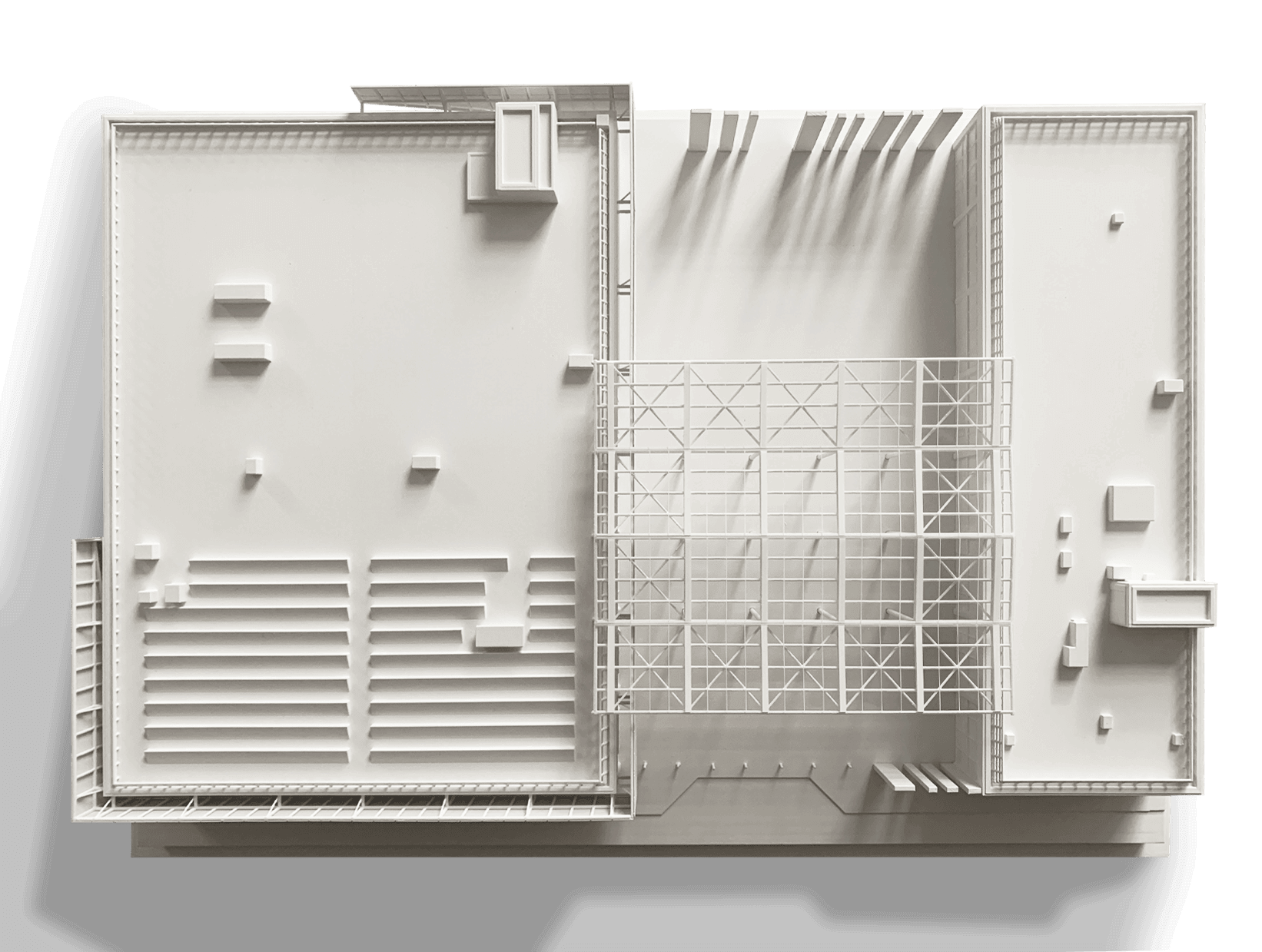
3D printing has become an indispensable tool for architects and model makers. It allows them to turn complex 3D printing models created with design software into physical prototypes with high precision. At Fixie 3D, we specialise in producing high-quality architectural models using 3D printing, offering services that include everything from creating client presentation models to design refinement and competition models.
By using 3D design software as the starting point, architects can create models that are ready for 3D printing service with minimal adjustments. The process of translating digital files into physical models is more seamless than ever, thanks to advancements in both design software and 3D printing technologies. The ability to quickly produce accurate models means architects can make design changes and test new ideas without the limitations of traditional model-making techniques.
The Future of 3D Design Software in Architecture
As 3D design software continues to evolve, its role in the architectural industry is only going to expand. The next frontier is the integration of augmented reality (AR) and virtual reality (VR) into the design process, which will further enhance how architects visualise and interact with their creations. These technologies, combined with 3D design software, will provide architects with even more powerful tools to communicate their ideas and collaborate with clients, engineers, and other stakeholders.
For model makers, this means that staying up to date with the latest 3D file formats and printing technologies will be essential. As more architects turn to 3D design programs, the need for model makers to understand these digital files will only grow. It is important for model makers to embrace the shift towards digital manufacturing, as the demand for high-quality, detailed 3D printed models continues to rise.
Conclusion
The increased use of 3D design software among architects has undoubtedly transformed the architectural industry. It has not only made the design process more efficient and effective but has also led to greater collaboration with model makers. The adoption of 3D file formats, such as STL, OBJ, and FBX, has facilitated the creation of highly detailed and accurate models, and technologies like 3D printing have made it easier than ever to turn digital designs into physical objects. At Fixie 3D which is one of best companies in 3d printing, we are proud to be part of this exciting transformation, helping architects and model makers bring their visions to life with precision and craftsmanship.
By embracing 3D design software and its associated file formats, architects and model makers are unlocking new levels of creativity and efficiency. As this trend continues to grow, the possibilities for the future of architecture are truly limitless.